





 返回
返回影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:
设备综合效率=时间开动率×性能开动率×合格品率
这里,负荷时间为规定的作业时间除去每天的停机时间,即负荷时间=总工作时间-计划停机时间
工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。

【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。
于是:
负荷时间=480-20=460min
开动时间=460-20-20=400min
时间开动率=速度开动率×净开动率
这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。
开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
实际上从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则:
净开动率=0.8×400/400=80%
速度开动率=0.5/0.8=62.5%
性能开动率=80%×62.5%=50%
【例3】如果仍延用上面的例子,假如设备合格品率为98%,则:
设备综合效率(全效率)=87%×50%×98%=42. 6%
我们把上面的公式和例子总结成以下的序列,得到
(A)每天工作时间=60×8=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
(C)每天负荷时间=A-B=460min。
(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。
(E)每天开动时间=C-D=400min。
(F)每天生产数量=400件。
(G)合格品率=98%。
(H)理论加工周期=0. 5min/件。
(I)实际加工周期= 0. 8min/件。
(J)实际加工时间=I×F=0. 8×400=320min。
(K)时间开动率=(E/C) ×100%=(400/460)×100%=87%。
(L)速度开动率=(H/I)×100%= (0. 5/0.8)×100%=62.5%。
(M)净开动率=(J/E)× 100%=(320/400)×100%=80%。
(N)性能开动率=L×M×100%=0. 625×0. 80 ×100%=50%。
最后得
设备综合效率(全效率)=K×N×G×100%=0.87×0.50×0.98×100%=42.6%
日本全员生产维修体制中,要求企业的设备时间开动率不低于90%,性能开动率不低于95%,合格品率不低于99%,这样设备综合效率才不低于85%。这也是TPM所要求达到的目标。
如前所述,提高设备综合效率主要靠减少六大损失。就把全效率的计算和减少六大损失联系起来。
设备综合效率
(OEE)的计算结果,可以作为设备管理水平评估的依据。
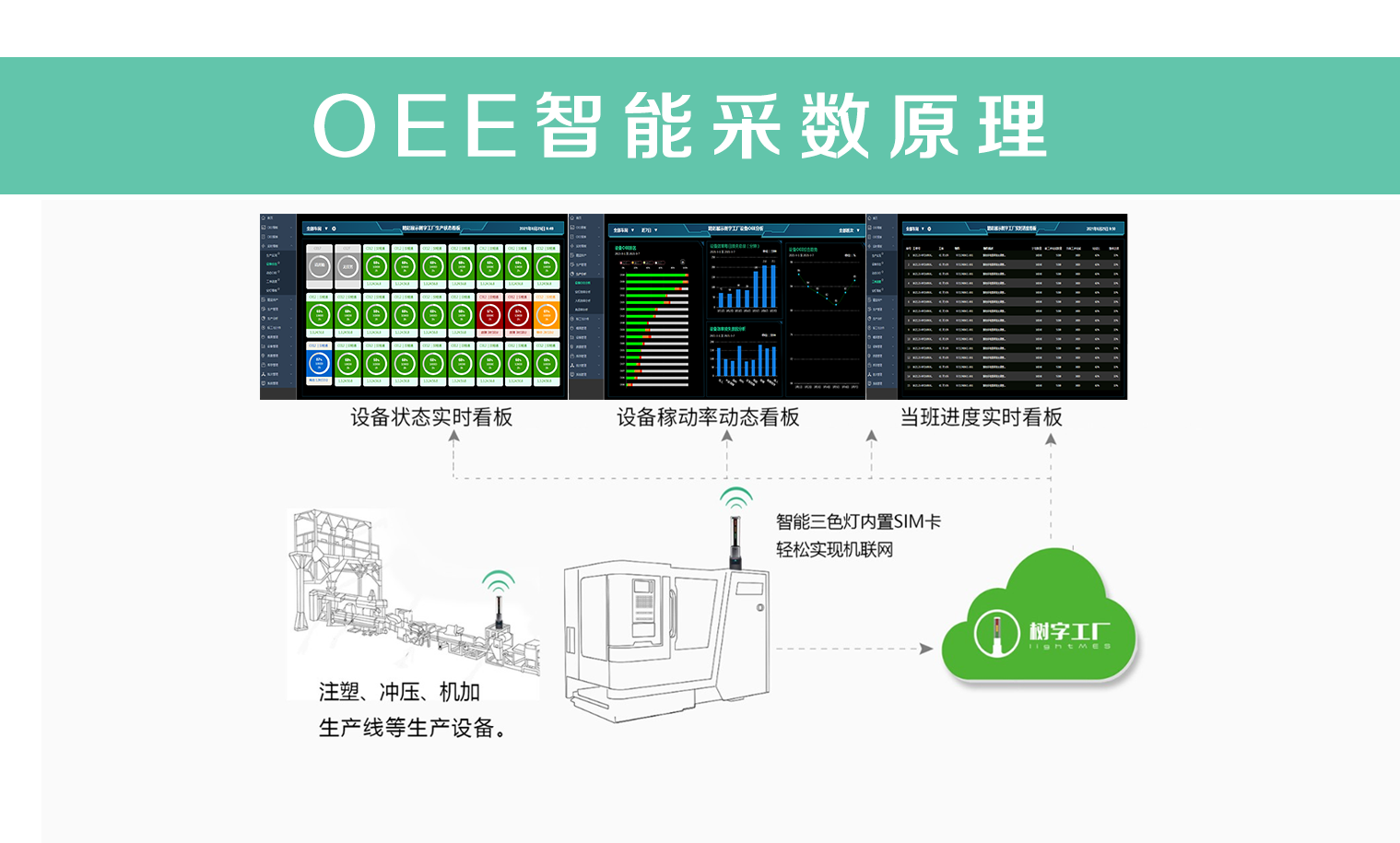
OEE(稼动率)软件系统

树字工厂通过智能三色灯,采集设备绿灯、黄灯、红灯的时长、或采集设备循环的次数,实现设备OEE精准统计。用户可实现OEE看板、OEE排名、OEE曲线分析。
所有OEE数据被精准统计后,自动上传并存储在云端服务器,支持随时查阅并可以导出报表。
OEE智能采数原理:解决OEE采数难题,通过智能三色灯实时OEE采集,云端部署,SaaS化MES系统,数据实时上传、运算、备份储存,五分钟打造OEE看板,立即提升数字化形象,可上网的电视登录网页即可,问题机台一目了然!


