




- 行业解决方案
- 冲压行业MES方案
- 精益组装MES方案
- 注塑压铸MES方案
- 机加行业MES方案
- 封装行业MES方案
- 弹簧智造MES方案
- 医疗行业MES方案
- 机器人行业MES方案
- ERP合作MES方案
- 线缆行业MES方案
客户服务热线
18025415958
立即体验

申请试用,含硬件

![]() 当前位置:首页 > 标签搜索 > OEE
当前位置:首页 > 标签搜索 > OEE
1. 关注生产过程中的八大损失企业以获得利润为目的,以产品实现和销售为手段,企业管理活动都是围绕这一目的展开和完善。设备作为企业基本的物资技术基础,单纯的维修保全也不能满足日趋变化的企业发展需求, 必修从产品生产经验角度去实施综合管理。当今世界有人说是大鱼吃小鱼的时代,也有人说是与狼共舞的时代,也有人说是变革的时代,企业面临着来自外部的竞争压力和内部发展障碍的突破。 企业管理简单来说就是解决问题,有人得出这个公式: 问题=目标-现状, 可以看出问题其实就是发展过程中必须解决难
OEE分析 OEE运用 0
设备综合效率OEE详解OEE的定义一般,每一个生产设备都有自己的最大理论产能,要实现这一产能必须保证没有任何干扰和质量损耗。当然,实际生产中是不可能达到这一要求,由于许许多多的因素,车间设备存在着大量的失效: 例如除过设备的故障,调整以及设备的完全更换之外,当设备的表现非常低时,可能会影响生产率,产生次品,返工等。 OEE是一个独立的测量工具,它用来表现实际的生产能力相对于理论产能的比率。国际上对OEE的定义为:OEE是Overall Equipment Effectiven
设备管理 OEE 0
OEE从计划生产时间开始,直到仔细检查在这段时间内发生的所有效率和生产力损失,它的目的是为了减少或消除这些损失。
OEE 0
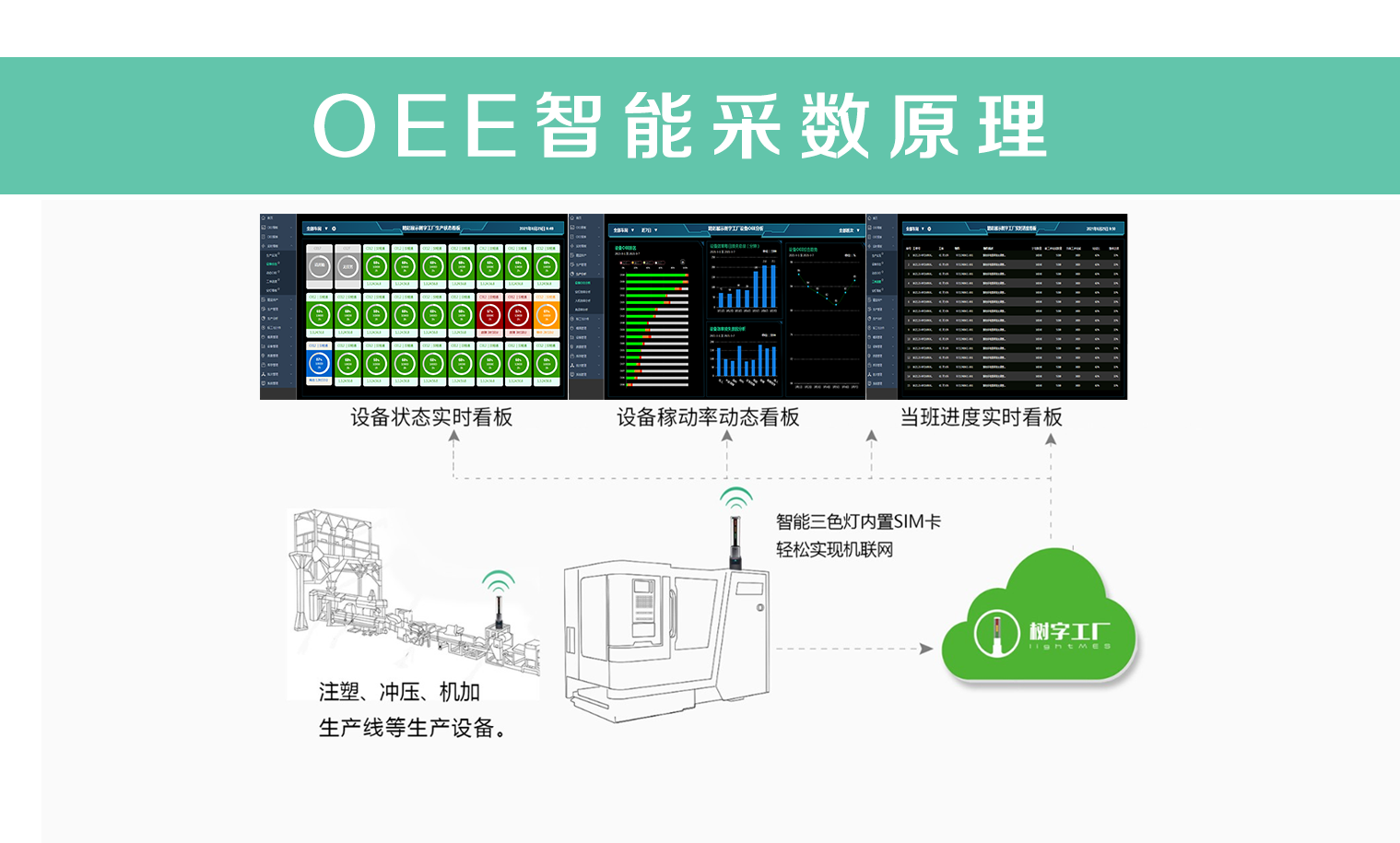
在一个单一的仪表板上对企业内每个工厂、生产线和班组的实时 OEE 数据进行监控、趋势分析和报告。加载生产计划,跟踪实际与目标性能,计算因减少停机时间和提高性能而节省的费用。
OEE 0
OEE是什么意思?OEE(Overall Equipment Effectiveness),即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。 企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待订单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率TEEP
OEE 稼动率计算 设备综合利用率计算 0版权所有 © COPYRIGHT © 2020 树字标品MES 备案号:粤ICP备18113181号