





 返回
返回关于博莱美电子:
深圳市博来美电子有限公司(以下称“博来美”),1993年创建,注册资本1000万,是一家主要从事专业研发、制造、销售消费性电子产品的高新技术电子元器件企业,是深圳市政府采购供应商;主要生产集成电路、网卡、电源模块、智能家居产品、电子产品、蒸汽清洁设备等。

客户需求:
博莱美在IQC,来料齐套检查,生产过程计数,OQC采用了较好的手工管理方式,但手工管理方式存在的典型问题是数据及时不集成不一致,流程效率很难提升,数据统计工作量大;
希望数字化管理实现:
1. 突破IQC数据采集与品质报表统计卡点。
2. 突破来料齐套状态实时反馈卡点。
3. 突破生产过程可配置的移动采数卡点。
4. 突破OQC数据采集与品质报表统计卡点。
5. 基于以上四个卡点的突破,达成生产进度实时数字看板以及生产与品质统计报表效率提升。
解决方案:
基于对博来美业务需求的理解,建议集成的一体化的树字工厂MES方案如下:

1、基础数据管理
(1) 维护BOM
方案:维护产品的BOM,为生产的物料需求提供基础信息。
方案如下图:

方案说明:
1. 在EXCEL中维护BOM结构,将Excel的BOM信息导入MES。
2. 维护BOM物料及其用量明细,如下图所示:

ü 支持根据业务需要增加或删除物料
ü 支持根据业务需要修改用量
(2) 维护工艺
方案:维护工段以及工段对应的详细工序。
方案如下图:

方案说明:
1. 维护产品生产的工段(在系统中称为工序),在生产计划中将根据此处维护的信息产生工序任务
(即每个工段一个生产任务)。
2. 维护工段的详细工序。

将工艺流程的工序明细导入到MES中。
2、IQC管理
(1) IQC检验
方案:采购入库(正数)生成IQC待检清单,IQC检验方案记录IQC检验结果。
方案如下图:

方案说明:
1. 入库记录同步为待检检验批。
2. 记录检验抽检数、严重缺陷、主要缺陷、次要缺陷、判定结果、检查日期以及检验人员。
3. 缺陷数量记录到预先定义缺陷代码,方便对缺陷分类统计分析。
4. 负数记录无IQC,不显示在待检列表中。
5. 检验日期与检验员系统确定,不允许输入和修改。
(2) IQC合格率
方案:统计IQC结果,分析IQC合格率。
方案如下图:

方案说明:
1. 分析合格、退货、特采来料批占比。
2. 分析供应商、物料来料批次合格、退货、特采批数以及来料合格率。
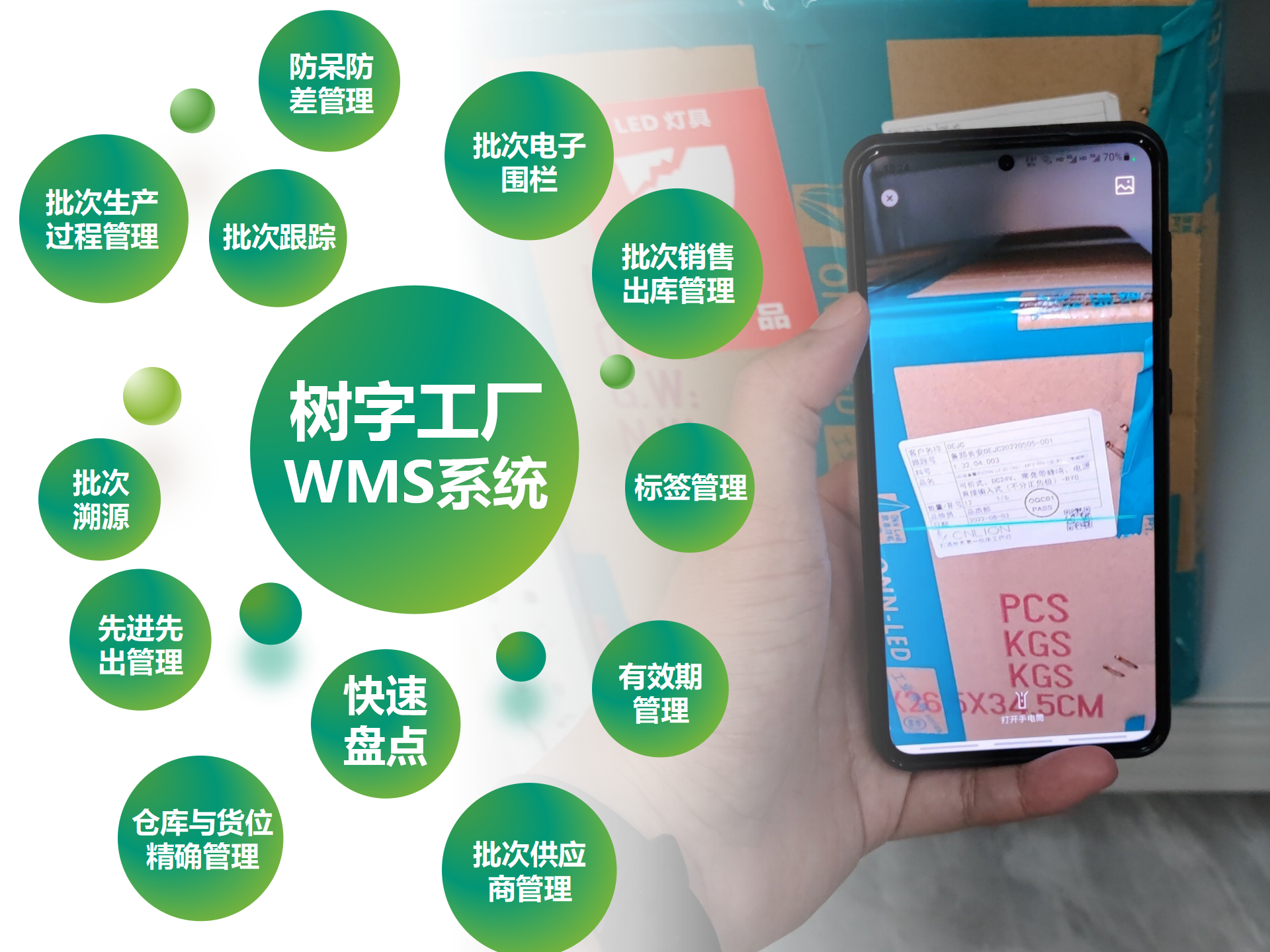
3、库存管理
(1) 采购入库
方案:供应商送货接收后,使用此方案对采购入库计帐。
方案如下图:

方案说明:
1. 输入采购订单,根据采购订单号调用ERP采购订单查询接口获取采购订单物料信息
(含订单号、供应商、物料清单)。
2. 根据点数结果,修改数量。
3. 保存采购入库记录,MES调用ERP采购入库接口触发ERP采购入库记帐。
4. 物料退供应商时,ERP中提供退货采购订单,退货采用上述相同流程,数量为负数。
5. 采购入库记录生成IQC请求 (见后续IQC管理部分)。
(2) 生产领料
方案:生产领料及时输入,产生领料记录,扣减当前库存。
方案如下图:

方案说明:
1. 选择出库的仓库。
2. 输入订单号,出库备注(可选输入),出库日期。
3. 输入出库的物料以及数量。
4. 生产退料:选择退料的仓库(作业不良仓/来料不良仓/良品仓),数量输入负数。
5. 生产领料单需要审批。
6. 审批后生产领料单调用ERP生产领料接口触发ERP记帐。
(3) 齐套表
方案:查询订单的齐套情况。
方案如下图:

方案说明:
1. 显示工单所有需求或仅显示缺料记录。
2. 点击到料,显示到料明细。
3. 点击已发料,显示工单该物料的发料明细。
4. 显示可用库存(可用库存为没有被任何订单预留的库存)。
5. 点击库存预留,显示物料预留给该工单的数量,可以取消预留释放库存为其他订单使用,或增加预留以锁定库存备此工单使用。
6. 点击其他预留,显示物料预留给其他工单的数量,可以修改预留数量以释放其他工单锁定库存为本订单使用。
7. 生产退料到来料不良仓的记为来料不良。
8. 生产退料到作业不良仓的记为作业不良。
4、生产管理
(1) 生产计划
方案:输入生产订单以及生产日期/数量。
方案如下图:

方案说明
1. 全局呈现整体生产计划安排。
2. 快捷进行计划调整。
(2) 生产派工
方案:将工段任务派发至指定的计数点。
方案如下图:

方案说明:
1. 工单按照生产计划生成工段任务。
2. 将工段任务派工到对应计数点。
3. 掌控各个工段的产能负载并进行平衡与优化。
4. 支持通过APP端进行派工操作。
(3) 开始加工
方案:APP端协同操作“开始加工”。
方案如下图:

方案说明:
1. 各工段生产时,通过APP端进入各工段任务。
2. 协同操作“开始加工”同步生产状态。
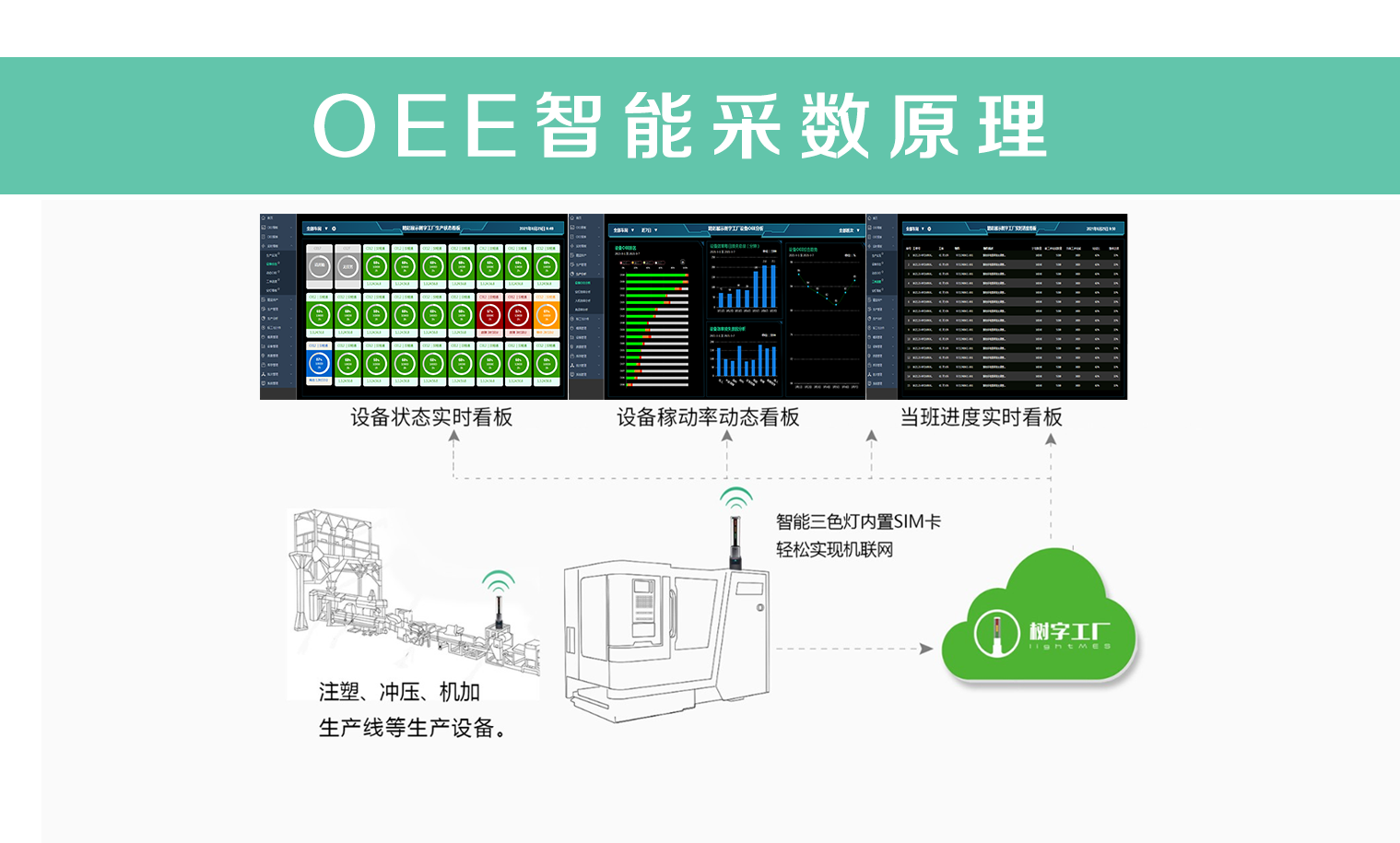
(4) 自动计数
方案:自动计数。
方案如下图:

方案说明
1. 自动计数器:树字工厂计数智能三色灯+红外感应器,当每个产品在产线传送带经过红外感应器时,自动计数,
将计数结果联网更新当前产线的生产任务进度。
2. 导轨:带滑块,支持自动计数器根据工艺流程需要在产线上移动(注意电源插座安排)。
3. 根据组装工段(工站组别)预装自动计数器,根据业务需要灵活启用停用。
(5) 报工
方案:APP端进行报工。
方案如下图:

方案说明:
1. 工段任务完成生产或下班时,通过APP端进入工段任务。
2. 在APP端进行“报工”操作,完成报工。
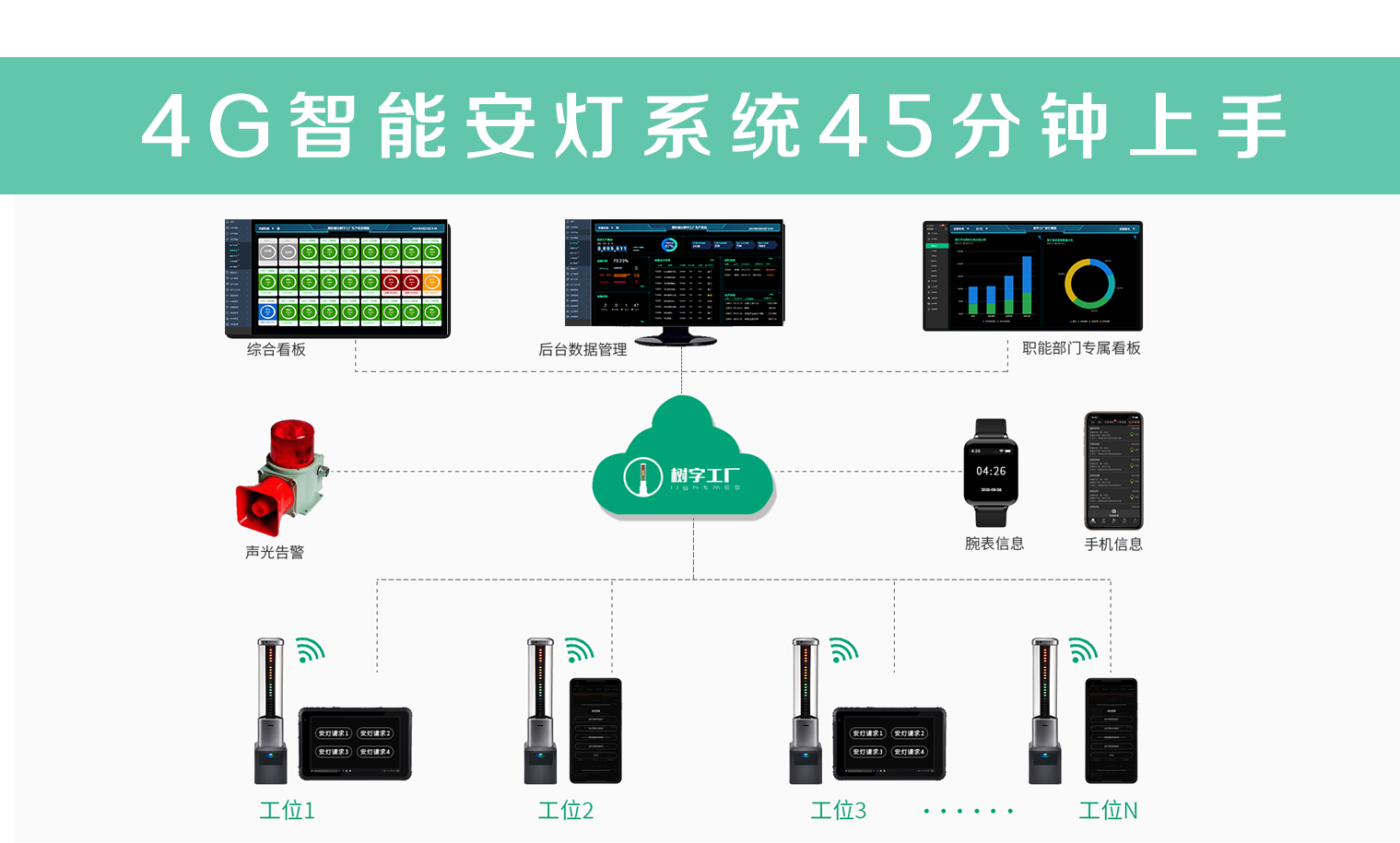
(6) 异常管理
方案:异常的发起/异常过程记录/异常的显示。
方案如下图:
1. 异常的发起

2. 异常在工单进度中的显示

3. 异常在电视电子看板的显示:

方案说明:
1. APP端发起异常(系统中称“安灯请求”)。
2. 工单进度记录异常请求的记录,何种异常,何时发起,何时处理。
3. 电视看板中显示对应工段发起的异常(系统中称安灯看板)。
4. 异常各个时间节点汇总为安灯报表。
(7) 生产进度
方案:生产看板(生产状态看板)/工单进度(APP)
方案如下图:


方案说明:
1. 电视看板展示生产进度(生产状态看板)。
2. APP端查询工单及工段任务进度。
5、OQC管理
(1) OQC录入
方案:基于现在的OQC表格,提供输入与查询方案,如下图所示:

方案说明
1. 报工记录同步产生FQC待检检验批。
2. 记录检验抽检数、严重缺陷、主要缺陷、次要缺陷、判定结果、检查日期以及检验人员。
3. 缺陷数量记录在预先定义缺陷代码,方便对FQC缺陷分类统计分析。
(2) OQC统计
方案:统计IQC结果,分析IQC合格率。
方案如下图:

方案说明:
3. 分析合格、退货、特采来料批占比。
4. 分析供应商、物料来料批次合格、退货、特采批数以及来料合格率。

