





 返回
返回首先要说明的是,业界对于OEE的定义是有不同版本的,差异主要集中在对损失时间的划分和时间稼动率的定义,前者对分析没有影响,后者我们采用使用范围较广且相对权威的FOXCONNIE学院的定义,时间稼动率分母为总时间(24N);对于其他不同的定义,最后我们会进行简要说明;首先我们从一个例子开始;

某一个工厂,根据订单买了一定数量的设备,在我们对它研究的这段时间里,工厂订单稳定,所以不会增减设备(暂时排除订单和设备数量波动对系统的影响,是因为在过多因素的作用下系统比较复杂,不利于我们的理解;当我们弄清楚一些问题后,会把这些因素再加入系统一起分析),那么在这个工厂里,工程师要如何做,才能提升稼动率或OEE呢?答案是无论怎样做都不可能提升稼动率,也不可能提升OEE,如果改善是在缩短计划停机和非计划停机方面(降低保养时间,维修时间,故障频次),那么稼动率和OEE不会有任何变动,既不会升高也不会降低;

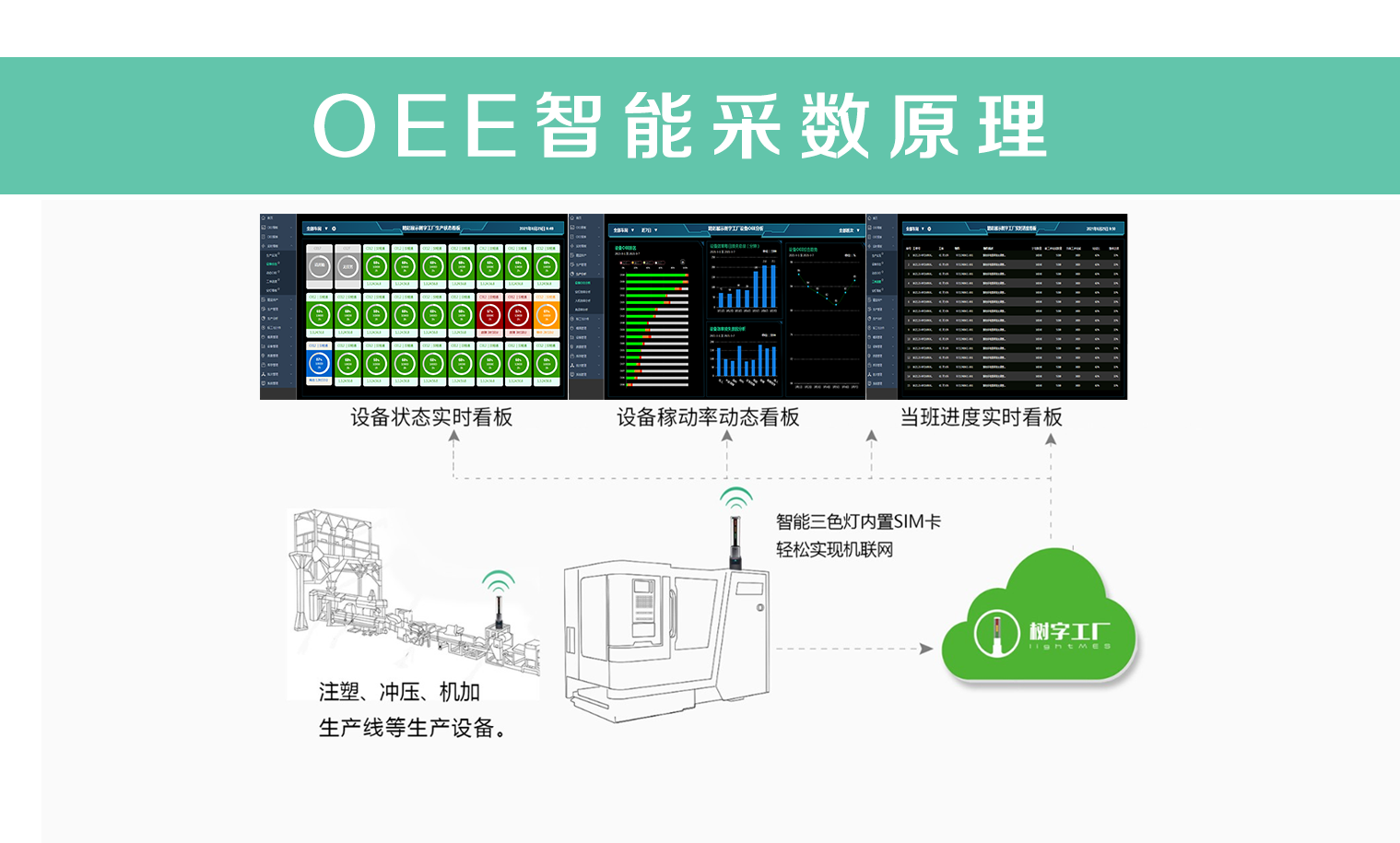
(树字工厂OEE采集系统)
为什么会有这样一个看似不符常理的结论,我们从设备和订单的关系角度出发,就很容易理解了,工程师虽然降低了计划和非计划停机产生的时间损失,但订单没有变化,生产所需要的总时间就不会变(设备生产周期CT是一定的),这就代表计算稼动率的分子没有变化,而分母依然是24n,所以无论改善降低了多少损失时间,都不会在稼动率或OEE上反映出来;
也许有人问,我们通过改善缩短了维修时间,降低了故障次数,也缩短了切换线时间,这些节省的时间哪里去了?很简单,这些时间从非计划停机时间转移到计划停机时间里面去了,但由于要生产的产品数量没有变,所以总的生产时间就没有变,减少的只是排产时间(因为不需要给产线预留那么多损失时间了),还有就是之前被非计划停机打成段落的生产时间变得更加集中了;

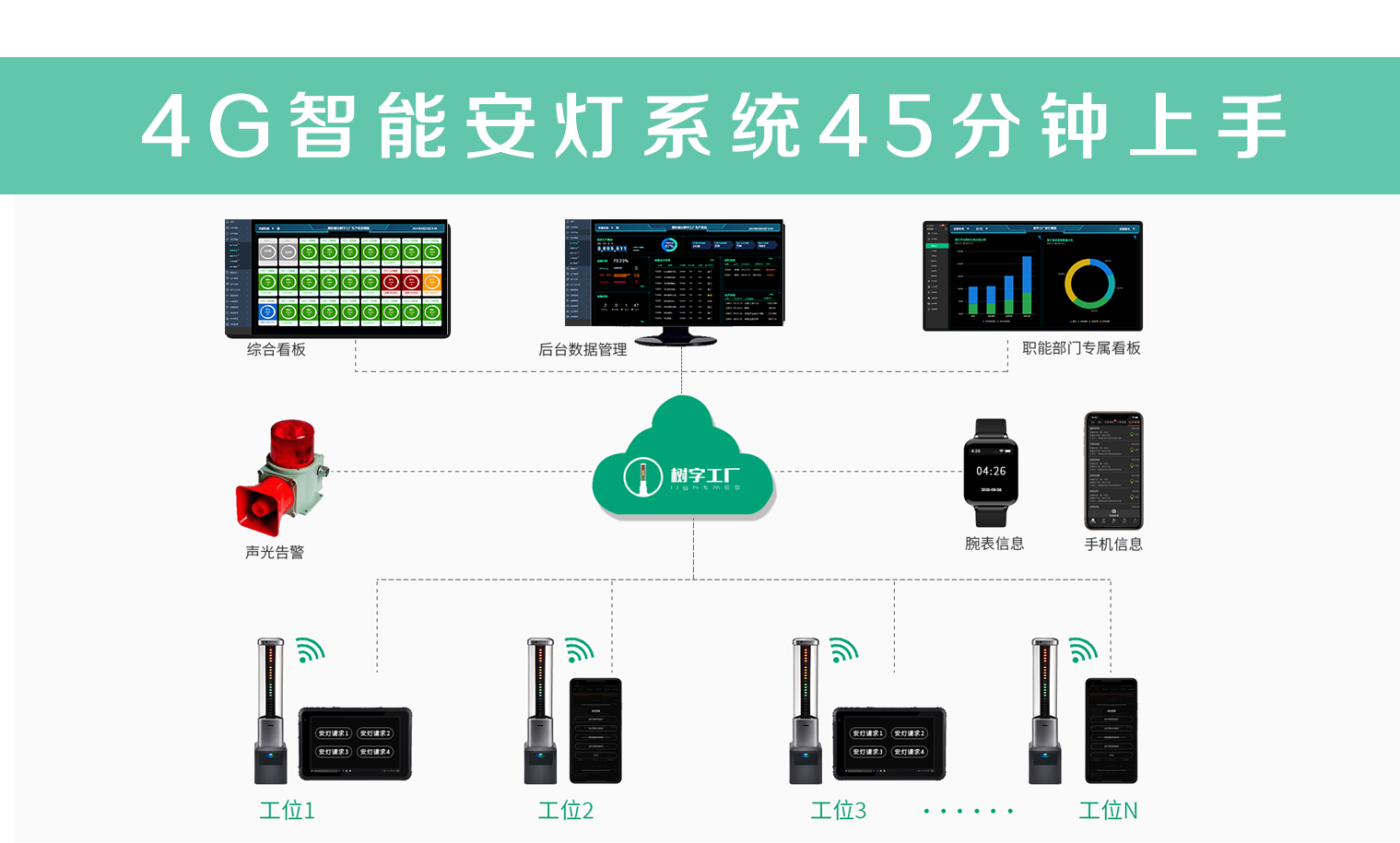
(树字工厂OEE采集系统)
那么对于OEE,我们是不是可以通过提升产品良率,来达到提升OEE的目的;从OEE的计算公式来看(三个乘积),好像是可行的。但实际上是不可行的,这个推论的错误在于忽略了订单因素;事实上在订单不变的情况下,当良率提升时,稼动率是要相应降低的,而且提升和降低的比例也必然一致,因为良品数增加了,机台就没有必要仍然开那么长时间了,所以最终OEE仍然是不变的;从这里也可以看出,虽然OEE的公式中包含良率,但良率的波动对OEE却没有影响。
由此来看,IE努力改善缩短维修时间,降低故障频次,缩短切换线时间,提升保养效率,甚至提升良率等活动,都不能对OEE的结果直接产生影响,甚至从某种程度上说,这些改善活动与OEE无关;明白了吧,如果你的工程师向你报告通过以上种种努力,使公司本月OEE提升了,那就要好好探讨了;

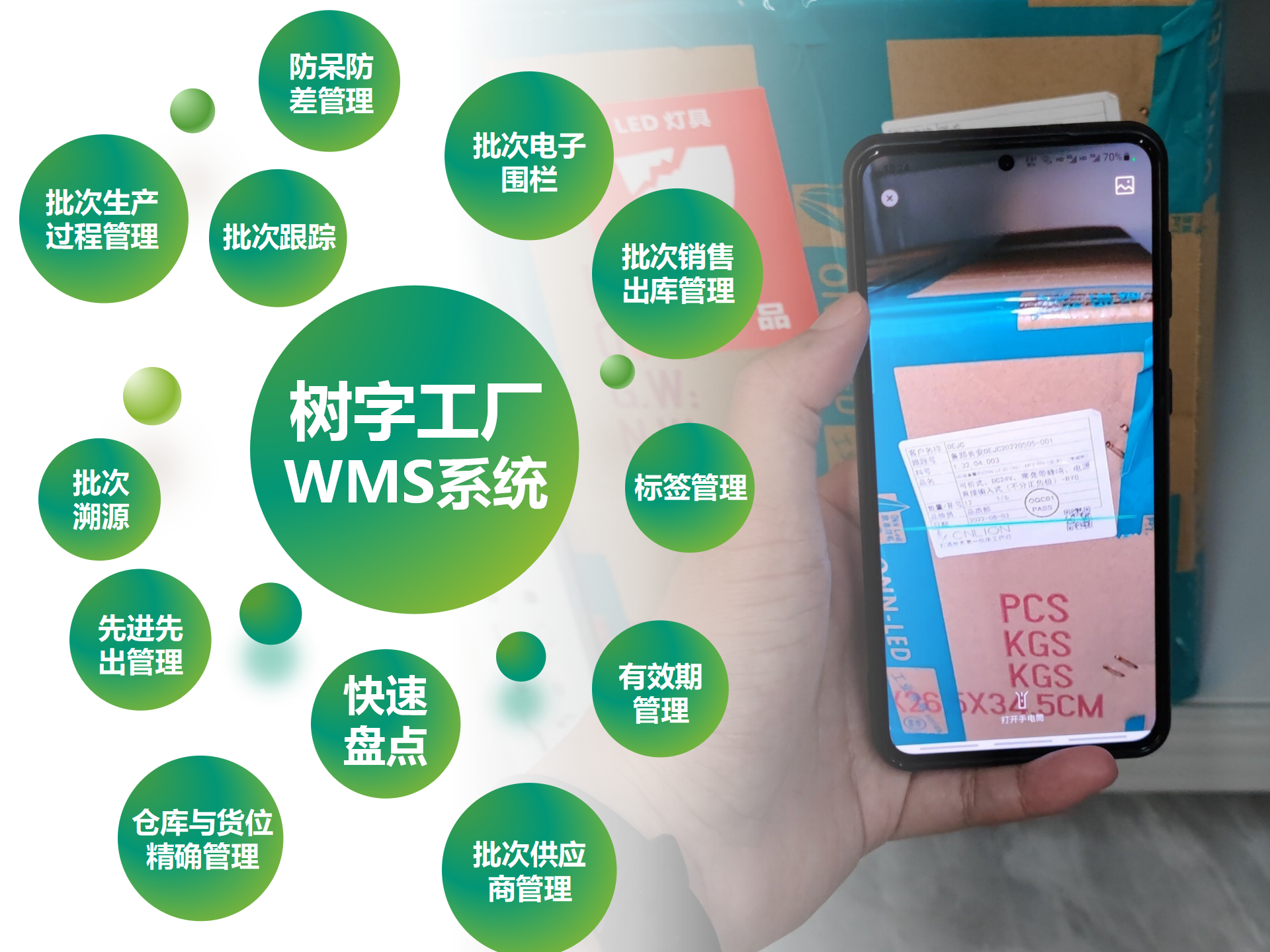
(树字工厂设备OEE)
既然这样,那是不是这些改善没有效益呢?当然不是,恰恰相反,这些改善对工厂极有价值;只不过这些价值并不能在这时的OEE指标上体现出来;也不能在我们通常说的稼动率上显现,因为通常提到的稼动率默认为时间稼动率(生产时间/24n);其实,这些改善最根本价值是:工厂可以用相同数量的设备完成更多的订单了;当设备的损失时间被我们的改善不断降低时,也就意味着设备每天可投入的工作时间在增加,也就是说设备总体生产力提升了;这和技术人员通过改善来缩短设备生产周期CT效果是一样的,区别是生产周期缩短会立刻显示为稼动率和OEE降低(实际值),而停机时间缩短对这两个指标无影响;
如果做一个比喻说明,就像一个蓄水池,里面装了一定量的水,IE的工作是加高蓄水池的边框和清理水底的石头,这些都不能改变池中现有储水量,甚至还会让水位看起来更低,但却增加了蓄水池的总储水量;

(树字工厂OEE看板)
既然对停机时间的改善无法影响到OEE,那么OEE的波动到底是哪些因素作用的结果,或者说它反映了那些因素在变化,其实在上面的分析中我们也基本得出了答案,就是订单因素(实际操作中的统计误差也会造成数据波动,操作过的应该都有体会,这里不再讨论);所以,当工厂把每周的OEE数据连接起来做成趋势图,以此来考核改善人员的绩效时,显然是不可能达到目的的;IE人员改变不了每周OEE的实际值,他们只能提升OEE的实力值(或者说是工厂设备最大能力值,如果一定要用OEE来衡量改善绩效时,只能用实力值),除非一种特殊情况,工厂订单一直大于工厂设备的能力,即设备始终处于满负荷运转状态,这时OEE的实际值与实力值统一;
如果用OEE的公式来证明可以得到同样的结果,OEE=时间稼动率*性能稼动率*良率,当我们展开公式并约去相同项时,公式变为:良品数*CT/24N;虽然我们对OEE实际值统计一般都采用前者公式(时间&性能稼动率,良率除了用来计算OEE外,还有各自独立的属性),但结果必然同时符合后面的公式,决定良品数的正是订单量,显然OEE实际值只取决于订单;事实上,性能稼动率与良率的实际值就是实力值,而时间稼动率则不是。
总的来说,订单量,改善活动(缩短停机时间,提升良率,提升性能稼动率,缩短设备周期CT),增减设备数量都会影响到OEE,但程度不同:订单的波动直接导致OEE波动,在波动幅度没有达到实力值时,OEE实际曲线和改善活动无关(只有缩短设备周期会降低OEE),但如果改善活动做的好,就可以减少机台数量以节省成本,这时OEE表现为提升(如果迭加订单波动的影响,也可能出现降低或持平);当单波动超出了OEE实力值,那么就要通过改善活动提升设备实力值,也可以增加设备数量,这两种解决方法区别在于,前者会使OEE趋势继续上升,而后者在OEE趋势上的反映是上升,持平,下降均有可能,这由新增设备数量与新增订单的比例决定;所以当我们看到OEE趋势的变动时,更要理解其背后的原因;
所以OEE并不是一个能直接反映改善活动成果的指针,它是实际订单量与工厂设备整体能力的比值,或者工厂设备的整体负荷状态,这是提供给公司经营决策层宏观参考的;而改善活动的成果是提升了这些设备的实力值,是不一样的。

改善活动与OEE除了有以上的相互关系,当OEE取不同定义时,会造成它们的关系有所不同;在另外一个应用较多的定义中,时间稼动率分母不是总时间,而是去除了不排产时间的计划生产时间,这样时间稼动率和订单因素无关,性能稼动率和良率不变,所以这时的OEE就和订单无关,当通过改善活动降低停机时间或提升良率时,OEE都会提升,反而是订单波动对OEE没有影响,这时OEE反映的是包括良率在内的设备整体效率,表示设备的整体实力状态,但不反映设备实际负荷状态;
这个定义应该是改善人员希望看到的;但实际上却没有得到最广泛的应用,原因有两点:1. 虽然可以反映稼动率改善成果,但同时也反映了良率改善成果,最终作用是迭加;所以OEE本身无法确定自身波动原因,而在很多公司负责设备和负责质量的是两个独立部门,大家共同努力会使OEE改善,但OEE本身其实成了一个没有专人负责的指标(每个部门关心的是直接反映自身绩效的指标;此时的OEE既无法单独考核质量部,也无法单独考核设备部);2. 一般的经营决策层也不太喜欢这个脱离了真实负荷状态的OEE,他们更愿意看到对现场反应敏感的指标(而不是当订单降低,现场IDLE设备在增加时,OEE却仍然高高在上,纹丝不动),虽然可以再引入其他指标;
还有一些工厂有自己的定义,如把时间稼动率中分母去除整个计划停机,包括保养时间,也有把设备IDLE时间放在分子中,等等,不再一一说明;因为无论定义如何变化,规律本身都是一定的,变化的仅仅是一些项目的名称或位置。

