





 返回
返回 
全局设备效率是Overall Equipment Effectiveness,简称OEE。一般,每一个生产设备都有自己的理论产能,要实现这一理论产能必须保证没有任何干扰和质量损耗。OEE就是用来表现实际的生产能力相对于理论产能的比率,它是一个独立的测量工具。
OEE是由可用率,表现性以及质量指数三个关键要素组成:
OEE = 可用率 X 表现指数 X 质量指数
●可用率:
可用率=操作时间/计划工作时间
计划工作时间一般是:总时间 - 法定假日 - 双休日 + 加班时间 - 计划停工时间
注:计划停工时间,都是不可抗拒,不可改善的因素。
操作时间就是计划工作时间再减去生产上的停顿(如机器坏,停电,断料,换模,上下工序衔接等,这些大多都是可改善的因素)。
●表现指数:
表现指数=理想周期时间/(操作时间/总产量)=(总产量/操作时间)/生产速率
表现性是用来评价生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。
理想周期时间是根据设备理想中的加工能力。它乘以生产数量,就是理想状态下,加工这么多产品需要的时间。
但是实际的生产中会产生,比如设备空转,设备磨损导致的加工速度变慢,一些不需要维修人员介入的,能够自我调整的故障。这些都导致了实际的操作时间要高于理想操作时间。
表现这一项的关键是理想加工周期的确认。
很多人为了提高OEE的数值,把理想加工周期写的很高,依据现场实测数据计算,这个是不合理的,应该理论设计数值计算,不应该考虑现场干扰因素。
●质量指数:
质量指数=良品/总产量
质量指数是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。
良品一定是一次通过的,返工的不算,报废的更加不算。这项是相对容易控制的,也是三个参数中能保持最高的参数。
●实行OEE的效益
设备:降低设备的故障以及维修成本,加强设备管理以延长设备的使用寿命。
员工:通过明确操作程序.提高劳动者的效力.增加生产力。
工艺:通过解决工艺上的瓶颈问题.提高生产力。
质量:提高产品质量.降低返修率。
OEE的应用范围
2001年工业期刊中对0EE的需求进行调查.调查结果表明有96%的制造商有机会通过降低不定期的停工来增加效益。通过使用OEE,增加设备状态的透明度,找到问题出现的根源,设备故障问题轻易得以解决。对于企业来说,管理层可以监控OEE工厂的度量方法,一直跟踪,找出问题的根源,逐秒提高生产时间,使其能够实现工艺要求的工作时间。
OEE的使用
同一设备的OEE公式可以采用多种形式,它可以作为基准设计和分析工具用于可靠性分析、设备使用效率分析或两方面都用。总的来说,不应仅计算设备的OEE,也应计算生产线的OEE,对于公司而言,还应计算所有设备的OEE。
OEE数据采集方法
OEE的计算虽然简单,但是,在实际的应用中,当与班次,员工,设备,产品等生产要素联系在一起时,便变得十分复杂,利用人工采集数据计算OEE显得麻烦费事,为了更有效的利用OEE这个工具,OEE数据采集信息化越来越成为人们关心的话题。
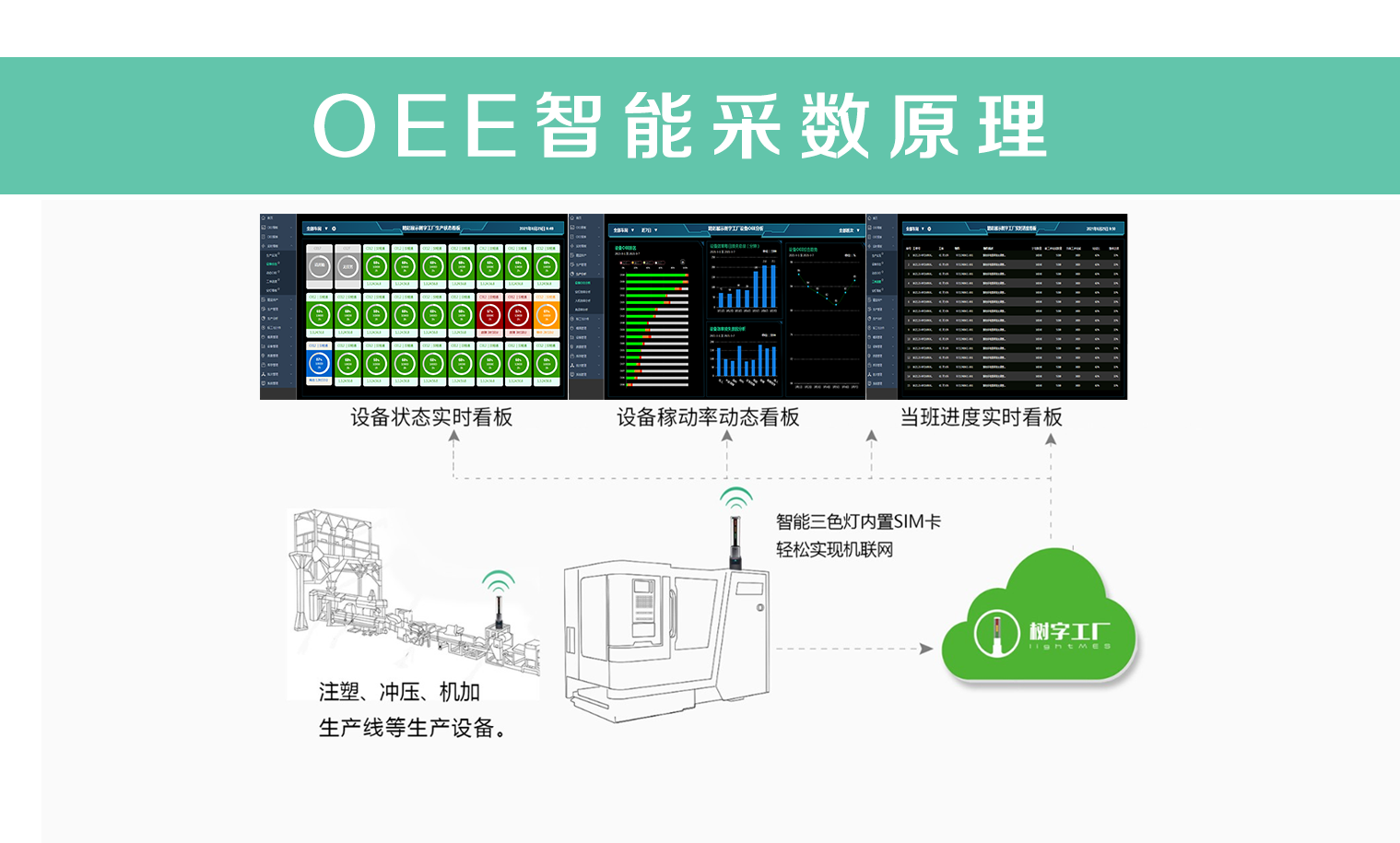
树字工厂可通过智能三色灯,采集设备绿灯、黄灯、红灯的时长、或采集设备循环的次数,实现设备OEE精准统计。帮助用户实现OEE看板、OEE排名、OEE曲线分析。所有OEE数据被精准统计后,自动上传并储蓄在云端服务器,支持随时查阅并可以导出报表。
解决OEE采数难题以下:
通过智能三色灯实时OEE采集
云端部署,SaaS化MES系统
数据实时上传、运算、备份储存
OEE的应用价值
实施一个适当的OEE系统会给制造商们带来可观的经济效益。以下列出了其中的一些效益。 ★减少故障成本。当设备不能使用时,生产即停止,造成无法正常为用户提供产品。
1.增加劳动效率。OEE系统有助于生产力的提高,因为它不仅可以帮助操作者分析停工原因,而且可以帮助操作者获得生产数据。用这些数据,管理者可以在员工生产力的基础上合理安排资源。当业务发生转变时,OEE可以帮助管理者判断现有生产力的其他能力。
2.减少质量成本。质量等级是合格品占总零件产品的百分比。OEE系统必须知道总的零件数量、废品和失效件数量以及失效原因。在每个生产阶段,关注提高生产质量的信息,可减少保修成本。工业调查中,世界范围内的制造商从97%的合格率中获利,废品和返修率成本为2%,保修成本为1%。
3.提高劳动生产率。减少设备的故障,提高操作者的生产力及减少零件失效可以在同样资源的基础上获得最大的生产效率。
OEE的作用
利用OEE的一个最重要目的就是帮助管理者发现和减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。
OEE的工业应用
不同工业的应用案例说明,OEE可以帮助制造商提高生产力。
在一个部门里实施两周OEE,即可辨别工厂的瓶颈问题区域。通过在OEE系统上观察故障,发现这些小的无规律的故障主要是由于前面提到的部门产生的故障引起的。没有OEE系统的监控,这些故障和影响因素将无法解决。
OEE问答:
有OEE标杆吗?一个普遍认同的的OEE是85%。三项参数分别是:可获性:90% 表现性:95% 品质 99.9%
OEE高一定好吗?OEE是一个很好测量系统效率的工具,但是过分追求OEE也会导致问题,比如为了最求高利用率,不管是否需求存在不断生产,过量生产或者为了减少换模次数,单件产品不间断大批量生产,导致库存堆积。
不同行业的OEE有可比性吗?人类的平均身高和长颈鹿的平均身高有可比性吗?要横向比较OEE必须在同行业,且设备水平相似的情况下,设备水平差异大也没有比较意义。
平衡率和OEE有关系吗?我个人认为有,因为平衡率提高了之后,利用率会提高,因为上游缺料和下游满料的情况会减少。
OEE统计对生产管理很有帮助,不过执行落地极为不易,因为数据获取难度大。

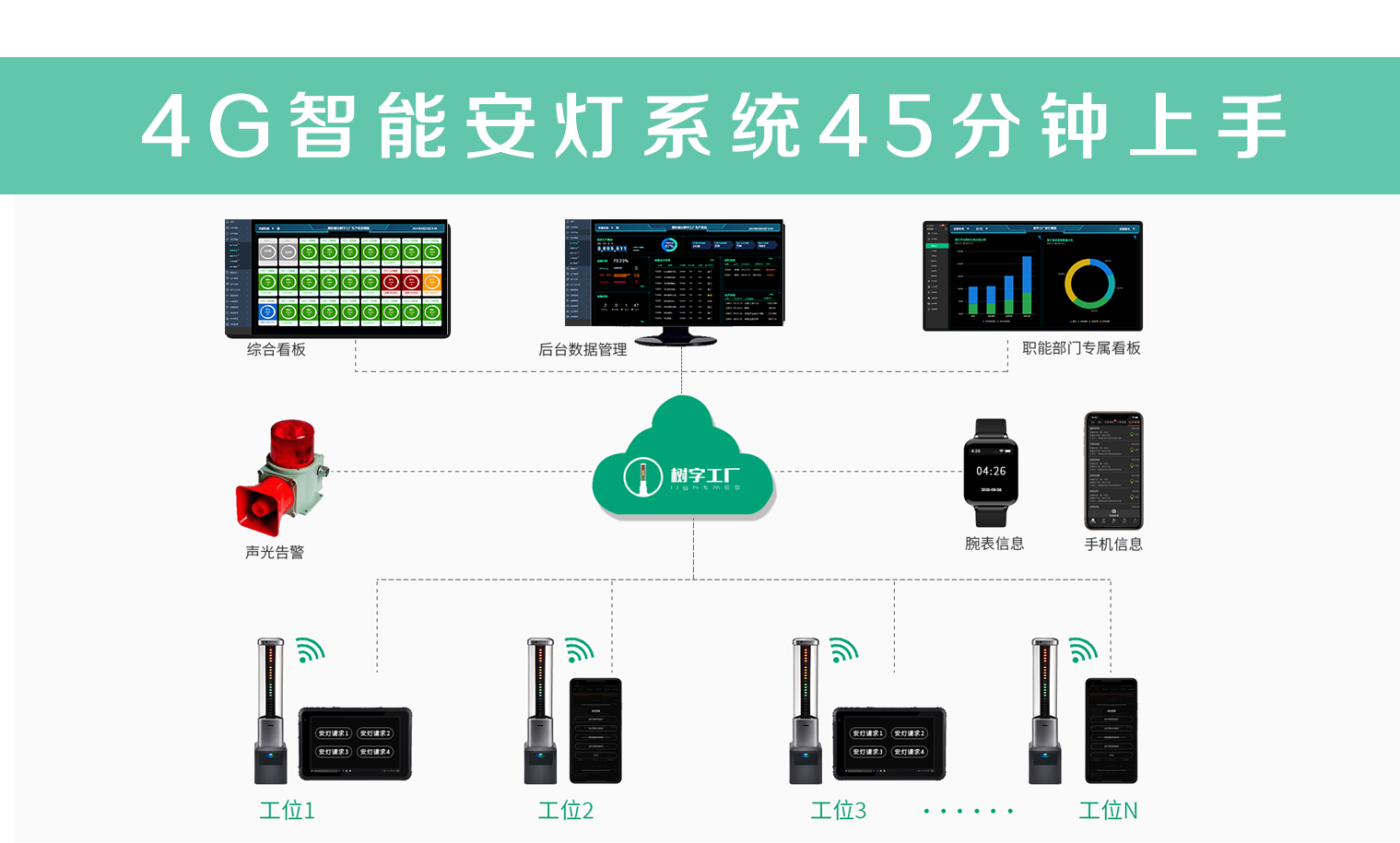
为了解决数据获取的问题树字工厂发明了智能三色灯,通过采集设备的红灯故障,黄灯等待,绿灯正常工作的工作状态和时长,用绿灯时长比例近视替代OEE,这样数据指标和专业的OEE数字成正比,而且数据可以轻松获得。树字工厂智能三色灯20分钟安装一台,无需布线,无需服务器,1天可部署100台,实现100台设备联网和OEE采集,打造高大上的电子看板,而且轻松实现安灯系统和设备在线维修维保系统。
具体详细请参考:树字工厂OEE工具

